Entretien
Une sculpture-souvenir pour une chaîne de production fermée à l’usine Badoit de Saint-Galmier

Dans le cadre de l'atelier de recherche-création Sculpture Industrielle, Simon Decottignies (DNSEP ACDC_espaces 2022) et Jovien Panné (DNSEP ACDC_espaces 2023) ont répondu en 2023 à une commande des membres d'une chaîne de production de l'usine Badoit à Saint-Galmier, qui était sur le point de fermer.
Émilie Perotto, professeure référente du projet, revient sur les étapes de sa réalisation lors d'un entretien avec Jovien Panné, qui permet également de faire le lien entre cette pièce spécifique et sa pratique personnelle.
Émilie Perotto :
Jovien, en 2022, je t’ai sollicité, avec Simon Decottignies, pour
répondre à une commande de salarié.e.s de la société Badoit, dont une chaîne de
production, basée à Saint-Galmier, allait définitivement fermer.
Ces
salarié.e.s souhaitaient un objet qui garde le souvenir de cette chaîne de
production, au sein du site qui continue par ailleurs la production d’autres
bouteilles.
Pourrais-tu
revenir sur ce qui t’a intéressé dans cette proposition, et comment s’est
déroulée ta visite de l’entreprise et la rencontre avec les salarié.e.s ?
Jovien Panné :
Pour être tout à fait honnête, j'étais assez réticent à l'idée de
travailler avec Badoit. La marque appartient au gros groupe Danone et son
activité repose sur la capitalisation d'un bien commun, une source d'eau
naturellement gazeuse. Cela m'a un peu freiné au départ, mais j'étais assez curieux d'en apprendre plus sur les méthodes et
techniques de l’entreprise pour traiter l'eau, ne serait-ce que pour répondre
aux standards et aux normes de qualité à partir d'une ressource naturelle.
C'est aussi un projet qui me tenait à cœur car je porte un intérêt certain à la
production industrielle, notamment parce que nous sommes entourés d'une
multitude de produits manufacturés. Badoit c’est aussi un fleuron de
l'industrie stéphanoise qui emploie de nombreuses personnes. L’appel à projet
que tu nous a transmis reposait justement sur les conditions ouvrières. Ce qui
m'intéressait finalement était de recueillir l'avis des employés vis-à-vis de
la place qu’ils occupent dans une telle usine.
Le jour de la visite du site, Simon et moi avons été chaleureusement
accueillis par deux employés travaillant sur la chaîne de production sur le
point d'être fermée.
Ils nous ont montré en détail le processus de production, commençant par la
matière première, les granulés. Ensuite, vient le mélange du colorant avec ces
granulés. Ce mélange est par la suite acheminé par des conduits jusqu'à la
presse d'injection. Pour être injecté, le mélange doit s'agglomérer. Il est
donc chauffé, changeant d'état pour passer de grains à pâte. Cette pâte est
injectée sous forte pression dans un moule en acier en deux parties, puis le
moule s'ouvre, et les préformes sont prêtes. Elles sont refroidies à l'air et
éjectées automatiquement du moule. Quelques-unes d'entre elles sont inspectées
au contrôle qualité, qui est directement intégré à la chaîne de production. Si
aucune anomalie n'est détectée, alors débute une longue série de fabrication.
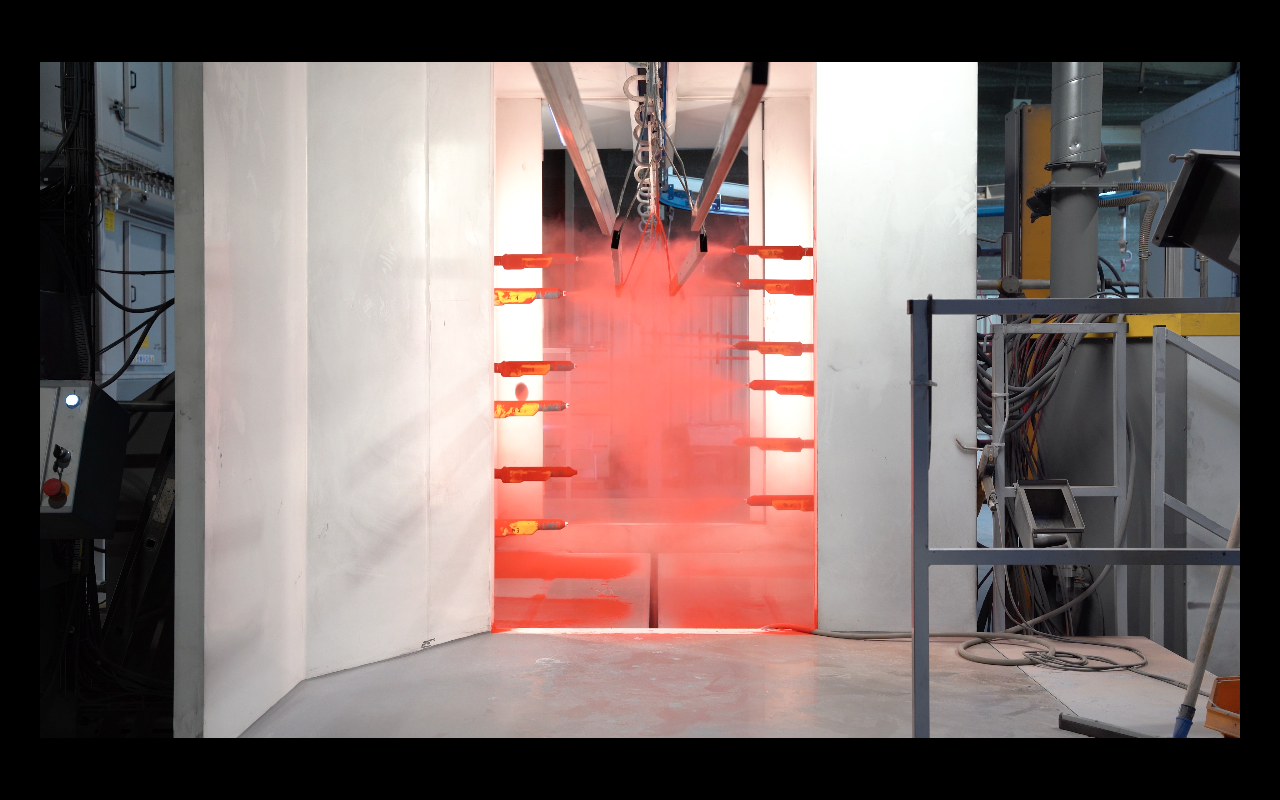
Les préformes suivent ensuite un itinéraire vers un bâtiment voisin, où
elles sont soumises à un processus supplémentaire. Elles sont réchauffées pour
retrouver leur élasticité. Ensuite, elles sont immédiatement soufflées dans un
contre-moule qui façonne le plastique pour obtenir la forme finale de la
bouteille Badoit.
Une fois la bouteille achevée, elle poursuit son parcours dans d'autres
bâtiments pour être remplie d'eau gazeuse, scellée avec un bouchon, puis
étiquetée et empaquetée.
Cette production est impressionnante en raison de son optimisation poussée
à l'extrême. On peut légitimement se demander comment l'humain trouve sa place
au milieu de toutes ces machines. Presque tout est automatisé, et finalement,
la chaîne de production des préformes est peut-être le seul endroit où subsiste
un savoir-faire presque artisanal. Ce qui m’a le plus marqué lors des
témoignages des employés, c'est la valorisation du travail d'équipe, ce qui est
étonnant dans une usine où l'humain semble souvent réduit à un simple
exécutant. Au lieu de rencontrer des opérateurs isolés, nous avons découvert
une véritable équipe soudée.

ÉP :
À la suite de cette visite et de ces rencontres, comment
avez-vous travaillé avec Simon ? Quel a été le point de départ de votre
réflexion ?
JP :
Assez intuitivement, nous avons souhaité mettre en avant ce qui
avait été produit par la chaîne de production jusqu'à présent. L'équipe nous a
suggéré de travailler sur une sculpture en modifiant leur préforme de bouteille.
Cependant, il nous a semblé délicat de retravailler cet élément qui avait été étudié et perfectionné au fil des années par les équipes de la chaîne de
production. Valoriser cette préforme nous semblait plus approprié, et qu'elle
devienne le point central de l'attention. C'est ainsi qu'est venue l'idée de
créer un socle. Cette sculpture marque également la conclusion de nombreuses années
de travail pour les équipes de la chaîne de production, et nous voulions que
cet objet joue également le rôle d’une récompense, au même titre qu’un trophée.
En ce qui concerne la « charte esthétique » que nous nous sommes
donnée, nous nous sommes inspirés de l'univers de travail des employés, un
environnement composé de pièces très techniques, de moules, de vis et de
conduits. Nous souhaitions que la sculpture soit lisible, de manière à ce que
les employés puissent comprendre tous les détails qu'elle possède, eux seuls
étant capables d'expliquer ce qu’elle signifie.
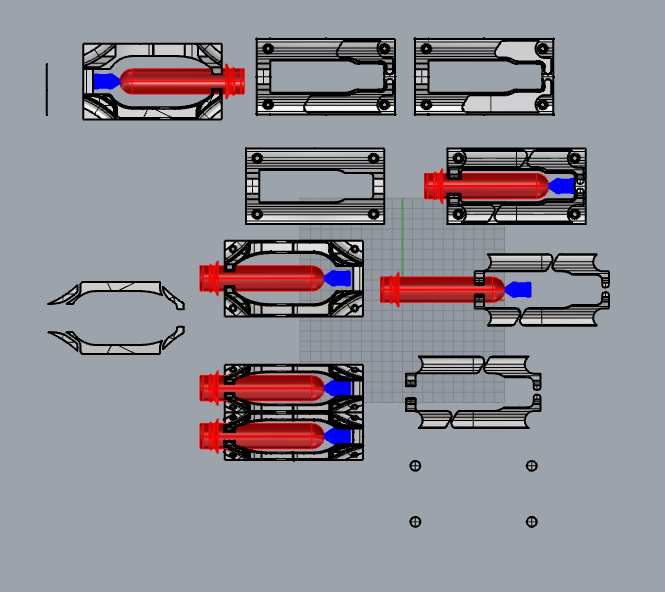
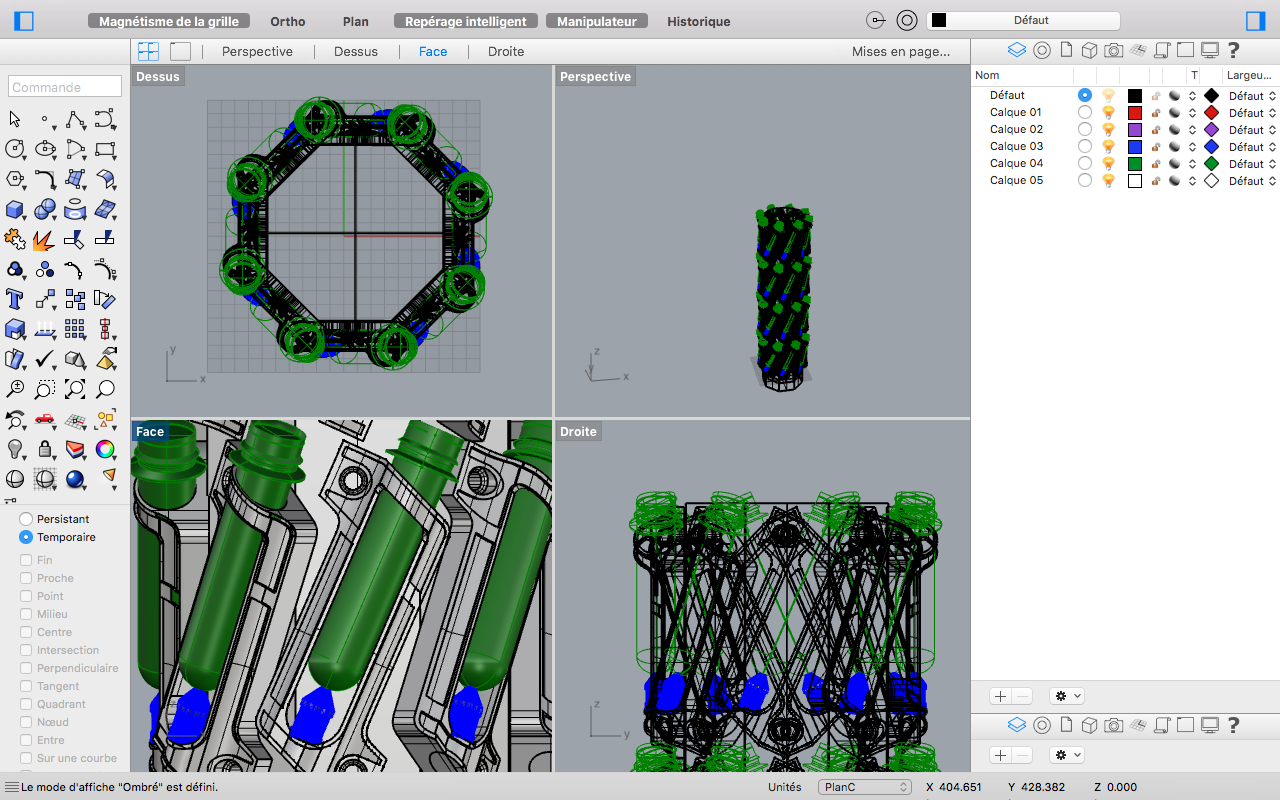
Pour la conception de la sculpture, nous avons suivi une approche
relativement classique, telle que le ferait un bureau d'études de designer
industriel. Nous avons commencé par prendre des mesures de la préforme, puis nous
avons élaboré les premières esquisses. Nous avons rapidement opté pour la
conception assistée par ordinateur (DAO). Cela nous a permis d’avoir une idée
rapide de l’aspect final général de la pièce. Cette modélisation 3D nous a
aussi servi de base pour demander des devis à différentes entreprises d’usinage
d’aluminium.
Malheureusement, en raison des coûts de production relativement élevés,
nous avons dû revoir notre technique de production. Finalement, nous avons
décidé de l'autoproduire, toujours dans la même matière mais en utilisant une
méthode différente : la fonderie d'aluminium. Cette nouvelle technique nous a
amenés à repenser la forme de la sculpture, mais aussi à réduire ses
dimensions.
D’une production qui devait être manufacturée, nous sommes passés à quelque
chose de complètement artisanal. Cela s'est forcément répercuté sur le rendu,
qui ne correspondait pas à la finition attendue au tout début du projet.
Étonnamment, cette évolution a renforcé son sens. Notre pièce, qui se voulait être
une production industrielle dérivait vers l’artisanat. Elle devenait une
métaphore du destin de cette chaîne de production de préformes Badoit,
abandonnée car elle représentait la seule déviation vers l'artisanat au sein
d'une production hautement automatisée.
ÉP :
Peux-tu décrire la pièce comme elle a été finalement réalisée ?
Quelle taille fait-elle ? Comment avez-vous procédé en détail pour la production ?
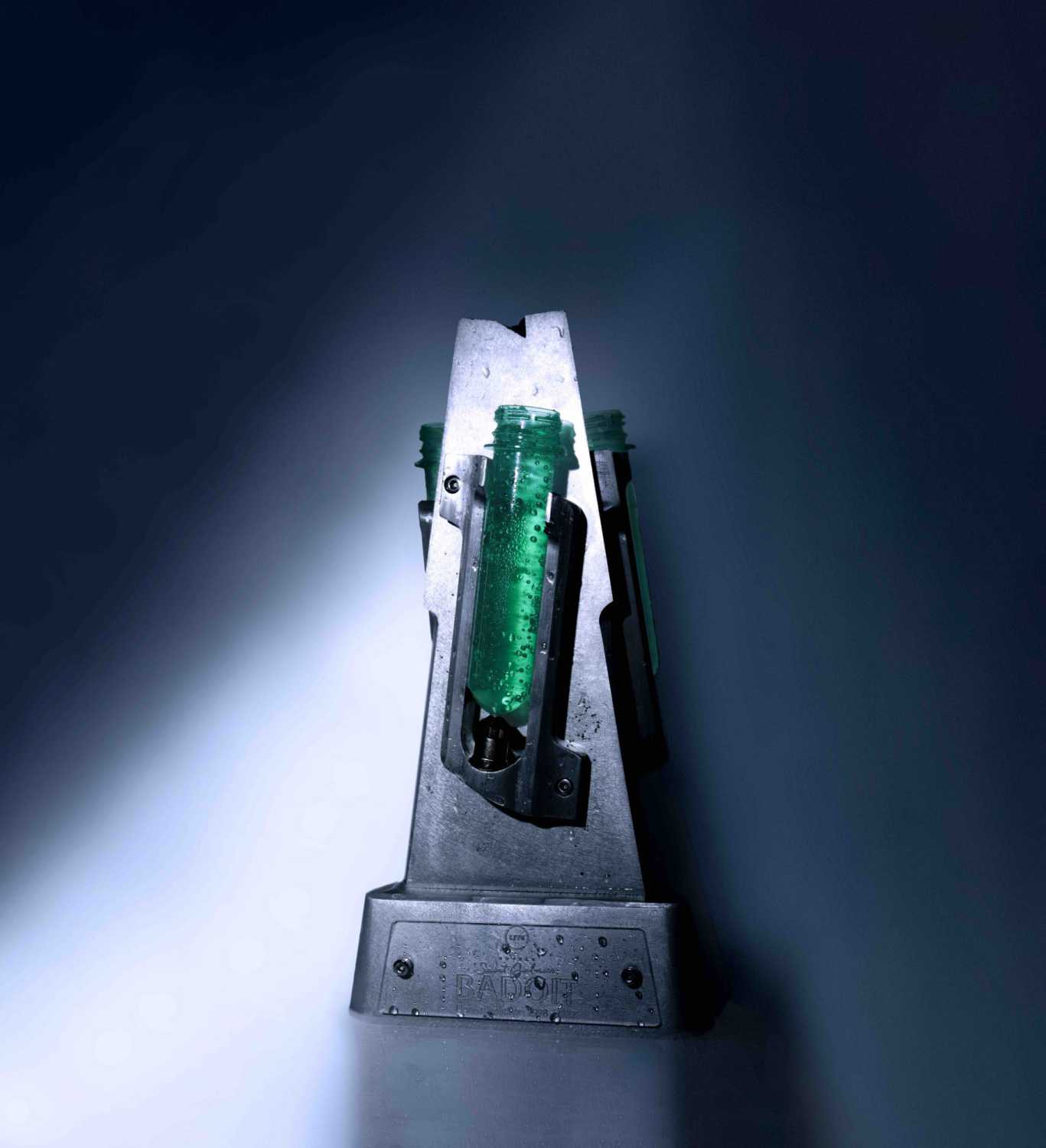
JP :
La sculpture présente des dimensions
comparables à un trophée, ce qui la rend facile à manipuler. Elle peut
célébrer un évènement, mais aussi trouver sa placer au centre d'une
table, voire sur une étagère, comme une pièce d'archive.
Pour
réaliser la sculpture qui, à l'origine, devait être usinée dans un bloc
d'aluminium, nous avons choisi d’utiliser la technique de la fonderie
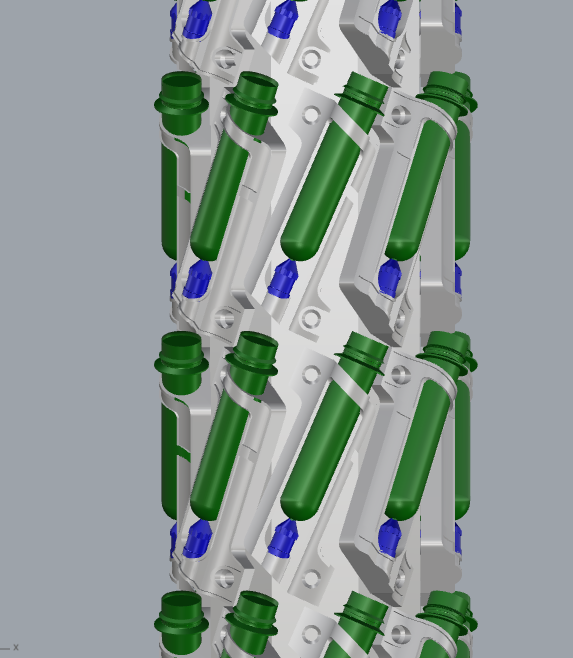
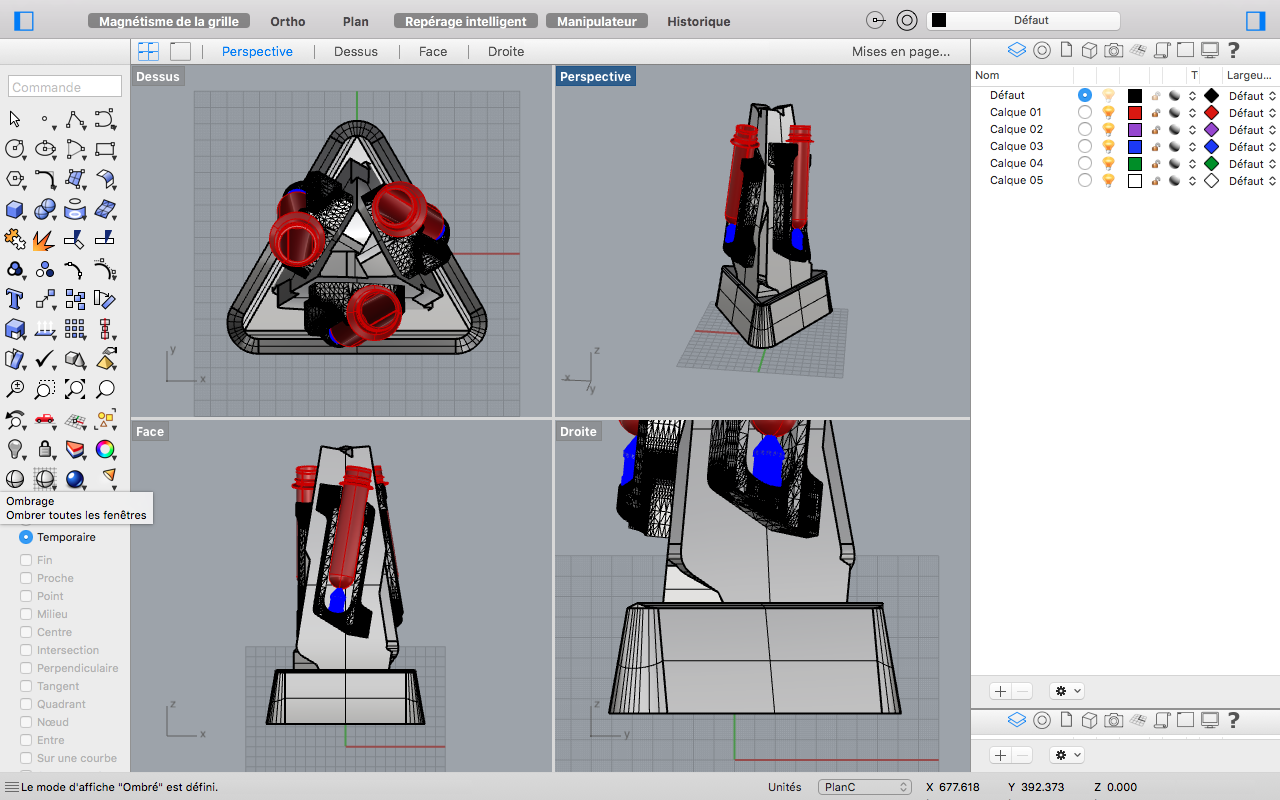
d’aluminium dans des moules en sable. La complexité de sa géométrie et
de ses formes rendant impossible la coulée dans un seul moule, nous
avons dû la décomposer en cinq parties distinctes. Trois de ces
pièces sont identiques et épousent parfaitement les préformes des
bouteilles en plastique. Elles sont ensuite fixées sur le pourtour d'un
prisme. Lui même est assemblé à une base triangulaire.
Le processus a
débuté par l'impression 3D des pièces de la sculpture à l'aide d'une
imprimante à dépôt de filament en PLA1. Cette étape nous a permis de
valider l'esthétique de la pièce, d'ajuster les proportions de la forme
finale, et de confirmer les différentes liaisons. De plus, l'impression
3D a servi de matrice directe pour la création des moules en sable
destinés à la fonderie. Cela a nécessité des ajustements des angles de
dépouille2 à l'aide de mastic et d'outils manuels.
Pour
assurer l'uniformité de la surface de la matrice, le mastic et le PLA
ont été poncé, et des couches de peinture ont été appliquées pour
identifier les zones nécessitant un nivellement ou une finition
supplémentaire. Ensuite, une couche de finition a été appliquée sur les
impressions 3D pour garantir un état de surface impeccable lors de la
création des empreintes en sable.
Une fois les empreintes en sable
achevées, le processus s'est poursuivi avec la phase de fonderie de
l'aluminium, utilisant un four au propane fabriqué par nos soins.
L'aluminium
utilisé provenait de divers déchets d'entreprises du parc industriel
stéphanois. Après le coulage, un travail d'ébavurage des pièces a été
réalisé, suivi de rectifications et de l'élimination des retassures3 à l'aide d'une fraiseuse conventionnelle. Le prisme principal, lui, a été tourné sur un tour conventionnel pour créer un congé4. Toutes les pièces ont étaient sablées pour obtenir une surface uniforme, puis elles ont été poncées, percées et taraudées5 en vue de leur assemblage. Enfin, l'ensemble a été monté à l'aide de vis M5 à tête creuse six pans en acier inoxydable.
ÉP :
Je
souhaiterais que tu approfondisses un point qui me semble fondamental
pour l'ensemble de ta pratique. En effet, il transparaît de tes projets
et de ce que tu écris ici, que, pour toi, la pratique de design tisse un
maillage serré entre production industriel et savoir-faire humain. Je
tente de nommer cet endroit « industrieloartisanal », faute de mieux. Que
penses-tu de cette idée ? Peux-tu nous citer d'autres de tes projets qui
ont approfondi cet axe de recherche ?
JP :
Le
design est essentiellement lié à l'industrie, rationalisant les formes
et l'esthétique pour optimiser les procédés de fabrication. On peut se
demander si ce ne serait pas le design qui a contribué à faire bifurquer
l'artisanat vers l'industrie. Aujourd'hui, nous explorons la
possibilité de déconstruire l'industrie à travers l'artisanat. C’est
donc un maillage qui selon moi existe depuis le début de l’ère
industrielle. Loin du cliché de l'ébéniste
solitaire dans son atelier plein de copeaux, il
y a des personnes dans les usines qui effectuent des étapes manuelles.
Bien que ce soit une forme différente de l'artisanat, ils détiennent des
connaissances et une intelligence de la main indispensable à
l’industrie. J'aime utiliser le terme « manufacture » pour décrire cette fusion entre l'industrie et l'artisanat.Dans
mes projets, je tente avant tout d'attirer l'attention sur les artisans
anonymes et les produits qui enferment des savoir-faire, qu'ils soient
artisanaux ou industriels. Une
de mes sculptures proposées dans le cadre de mon diplôme intitulé L210B
est un
élément en acétate inspiré par les coques de produit domotique que l'on
trouve dans les espaces collectifs. L’acétate est un des premiers
plastiques utilisés dans l’industrie pendant les années 30, imitant
maladroitement des matériaux naturels comme la corne ou l'écaille. Tombé
en désuétude au profit de plastiques plus fiables et rentables, son
esthétique a pourtant perduré, étant à son tour imité par d’autres
thermoplastiques. L’acétate a fini par retomber aux mains d’artisans
lunetiers et bijoutiers, étant une matière très malléable. Je
trouve que cette oeuvre souligne bien le dialogue entre les deux
mondes. L’acétate comme offrande de l’industrie à l’artisanat.Je pense aussi à une collection de bijoux que j’ai créée avec mon acolyte Marcel Mariotte (DNSEP ACDC_espaces 2018). C’est
une collection qui repose sur la fabrication artisanale de tige filetée
en argent et d’un type de sertissage qui consiste à venir serrer les
pierres entre des plaques d’argent grâce à des écrous en acier
inoxydable. Comme dans une usine, nous avons travaillé en nous imposant
des contraintes : se limiter à des tiges filetées de 1.6 mm et utiliser
des pierres taillées en émeraude de même dimension, soit 11 x
9 mm. Les pierres synthétiques que l'on utilise sont créées en
laboratoire. Nous avons sélectionné un lot qui est taillé manuellement
par des artisans lapidaires. Au final, nous créons des variations avec
nos
propres normes et standards. Avec cette collection, nous allons
complètement à contresens du travail ancestral et traditionnel du bijou
en se saisissant des codes et savoir-faire des usines et de l’industrie.

ÉP :
Comme
tu parles de ton diplôme, je repense à la façon dont tu as conclu ce
moment avec le jury, par la diffusion d'un film, titré Mobidecor6. Nous
pourrions également conclure notre entretien ainsi, car il me semble que tu montres clairement
dans ce film, la notion de manufacture qui t'est chère. Peux-tu le décrire rapidement ?
JP :
Au départ, je voulais réaliser un
entretien écrit pour mon mémoire de DNSEP en interrogeant des
dessinateurs industriels de mobilier de collectivité. L'idée était de
comprendre comment ils dessinaient avec les normes comme
contrainte. Malheureusement, cela n'a pas pu se faire à temps. Pendant
la préparation de mon diplôme, l'entreprise Mobidecor a accepté de
m'accueillir pour réaliser cette interview. Ils m'ont invité à venir
voir l'une de leurs usines de production. J'ai été étonné de voir
qu'encore beaucoup d' « opérateurs » interagissaient avec les machines
automatiques. Je m'attendais à une production complètement dépourvue
d'humains.
Face à la richesse et à la qualité des échanges que
j'ai eus avec les employés chargés de la production, j'ai finalement
abandonné l'idée d'interviewer le personnel du bureau d'étude. Je me
suis rendu compte que ce qui m'intéressait réellement, c'était de mettre
en lumière le travail de l'ombre de ces artisans anonymes.
Dans
l'ordre de production du mobilier, j'ai d'abord rencontré Charles, chef
d'équipe coupe cintrage. Il programme une cintreuse dans laquelle il
positionne des tubes, la machine opère alors une chorégraphie
gracieuse. Une fois ceux-ci cintrés, il les positionne dans un montage
et actionne une perforatrice qui les perce. Ensuite, il transfère
directement les tubes en soudure, où on retrouve Agnès, soudeuse
robotique. Elle place les différents éléments sur les robots et lance
les étapes de soudure. Elle travaille étroitement avec des soudeurs, qui
effectuent les étapes impossibles à produire pour les robots. Vient
l'étape de la peinture où les employés installent le mobilier sur une
chaîne grâce à des crochets. Les éléments font un parcours passant dans
un four, puis dans une cabine automatique, et de nouveau dans un four de
séchage. Le mobilier prend la direction du garnissage ou part
directement en montage. À l'atelier garnissage, c'est Cristel qui
travaille manuellement à l'aide d'une agrafeuse et de pinces pour
tapisser les armatures avec de la mousse et du textile. Son
environnement est beaucoup plus silencieux ; elle peut écouter son tube
préféré en travaillant. La touche finale, c'est Jean-Brice, chef
d'équipe montage, qui la donne. Il assemble le mobilier en rivetant et
emboîtant les différents éléments : bout de pied, plateau, accoudoir,
patin. Son espace ressemble beaucoup à un vieil atelier d'artisan.
Plusieurs outils manuels accrochés face à lui et son établi a bien vécu.
Il possède même quelques modifications pour faciliter certaines
étapes. Tout est enfin empaqueté et stocké avant de prendre la route.
Il était évident que cette vidéo devait être intégrée à mon diplôme en tant que point final, résonnant avec une pièce produite précédemment. Cette pièce est une vue en éclaté d'une de mes salles de classe de collège que j'ai redessinée de mémoire afin de mettre en évidence la quantité de pièces présente dans un mobilier de collectivité, convoquant toutes les diverses entreprises et savoir-faire que ce produit enferme. J’ai installé la vue en éclaté et la vidéo se faisant face de part et d'autre de la salle L210B. Cette vidéo conclut l'enquête sur les éléments industriels composant ma salle de classe de collège. J'ai remonté jusqu'à la source pour comprendre le produit, ses lieux de production, les machines et les humains derrière sa fabrication. Mobidecor est la nouvelle appellation de l'entreprise Souvignet, celle qui avait produit le mobilier de ma salle de classe de collège. Cette salle de classe est le sujet de mon mémoire, le point de départ de mon diplôme, et est également à l'origine de mon parcours d'étude en ébénisterie, puis en design.






1Le PLA, ou acide polylactique, est un plastique présent dans notre quotidien. Le PLA
est plébiscité notamment dans le domaine des emballages alimentaires,
sacs plastiques, etc. Le PLA s’est placé rapidement comme étant le filament le plus utilisé dans l'impression 3D.
2Préparez un gâteau dans un moule en forme de parallélépipède, il sera alors presque impossible de le démouler, c’est pour cela que les moules sont habituellement en forme de trapèze ou dans une matière souple. L'angle de dépouille est l’angle qu’on applique à un volume pour le rendre démoulable.
3Pour continuer avec les comparaisons pâtissières, la retassure est comparable à l’affaissement du dessus d’un gâteau. Après son refroidissement l’alliage en fusion se rétracte. Une cavité ou un creux peut alors apparaître là où la surface aurait dû être plane.
4Un congé est une arrête qui vient être creusée pour créer un quart de rond inversé. Il peut être fonctionnel ou simplement décoratif.
5Taraudé est le participe passé du verbe tarauder, qui vient du terme taraudage. C’est la création d’un filetage (pas de vis) dans lequel on va pouvoir venir insérer une vis. Ce n'est ni plus ni moins qu’un trou rendu vissable comme un écrou.
6pour voir le film : https://www.youtube.com/watch?v=QLqmk3G6o1M&feature=youtu.be&themeRefresh=1
⚠️
Votre navigateur est obsolète, l’affichage des contenus n’est pas garanti.
Veuillez effectuer une mise à jour.
Votre navigateur est obsolète, l’affichage des contenus n’est pas garanti.
Veuillez effectuer une mise à jour.